
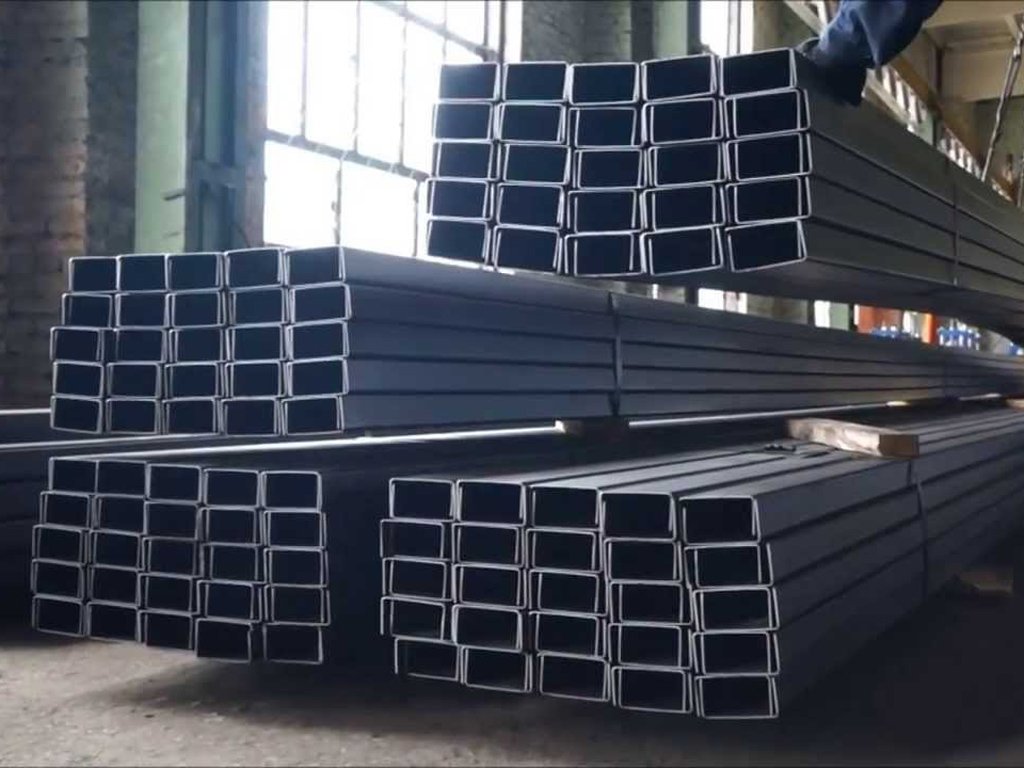

Den klassiska kanalen är en U-formad profil som tål ganska stora laster och samtidigt har en låg vikt. Dess strukturella egenskaper är högre än för en konventionell rektangulär profil, och andra fördelar är ganska uppenbara. En böjd kanal är en variant av den klassiska versionen, som också används för att skapa metallkonstruktioner. Den största skillnaden mellan denna produkt och varmvalsad är att det finns ett rundat yttre hörn.
innehåll
Räckvidden för en böjd kanal
Vid konstruktion används ofta sådana produkter eftersom de ger en betydande vinst i byggkostnaderna. I genomsnitt ger användningen av sådana metallstrukturer upp till 20% av metallbesparingarna. Det måste också sägas att massan för den framtida strukturen kommer att vara lägre än vid användning av andra konstruktionselement, och tillförlitligheten kommer att förbli lika hög.

Vikten på en böjd kanal beror på dess storlek. Vanligtvis används ett teoretiskt värde som beräknas med ett visst fel. Exempelvis är vikten på en meter cirka 1 kg (1,03) för en produkt med h: b: s 32: 20: 2, och med ett förhållande av 120: 70: 4 är det mer än 8 kg (8,32).
Huvudområdena där en böjd kanal används är beklädnadsramen för innerväggar eller ytterväggar. Det är också lämpligt för att skapa eventuella partitioner, hyllor eller andra lagringsstrukturer.
Produktion av en böjd kanal
Kanal av denna typ tillverkas i enlighet med GOST. Det kan vara lika hylla, vars produktion regleras av GOST 8278 och ojämlik hylla - GOST 8281. Generellt sett bör produktionen av böjda stålprofiler genomföras med beaktande av GOST 11475. Denna standard gäller böjda profiler av stål i olika former, som produceras på specialmaskiner med med hjälp av ämnen:
- Varmvalsad. Varmvalsningsteknik innebär att kristallgaller av stål ändras. Denna produktionsmetod har bevisat sig för tillverkning av balkar, kanaler och andra enkla former.
- Kallt rullade. Den böjda stålkanalen erhålls också från kallvalsade produkter. Denna produktionsmetod låter dig skapa produkter som har en ökad (20%) motståndskraft mot deformation. Denna teknik kräver arbete vid en relativt låg temperatur, så att kristallgallerna i stål inte förändras.
- Låglegerat. Dessa stål har speciallegerade tillsatser som förbättrar deras prestanda. Uppenbarligen kommer kostnaderna för sådana produkter att vara högre än i de två första fallen, men tillförlitligheten kommer dock att öka.
Jag måste säga att sådana profiler, oavsett typ av råmaterial, kan monteras på två sätt. Det första alternativet innebär användning av en bultad anslutning, och det andra - en svets.

Profiler produceras på specialenheter, så från det ögonblick då råvarorna anländer till verkstaden, tills den färdiga produkten tas emot, går den igenom flera steg. Tekniken för arbetet beror på den valda profileringsmetoden. Om den utförs kontinuerligt utförs skärningen av själva enheten efter att ett segment med en viss längd har gjutits. Ett alternativ till detta alternativ är styckeprofilering. Det innebär preliminär skärning av arbetsstycket, varefter de skickas till enheten, vilket gör en böjd kanal.
Profiler produceras på maskinen, därför är en minskning av produkternas kvalitet möjlig endast om valsens kalibrering inte utfördes korrekt. Den färdiga produktens huvudfel är halvmåne, vilket är en krökning i det horisontella planet, spiralformig, vågig, böjd och förvrängd av formen.
Produktionsspecifikationer
Genom produktion av böjda profiler är det tillåtet att endast använda stål av vissa kvaliteter. På produkternas yta får det inte finnas några sprickor, handfat, valsad skala, olika föroreningar och svullnader. Enligt standard 11474 tillåts enskilda nicks, risker, fingeravtryck eller rullade bubblor som inte hindrar upptäckten av defekter.
I själva verket har en böjd kanal inte så många skillnader från standarden, men även en lekman kan skilja mellan två typer av dessa produkter.
Arbetsstyckets kanter och ändar får inte ha snitt, delamineringar eller en stram kant. I en liten mängd är nicks och bucklar godtagbara om de inte visar produktens mått som nominella. Förekomsten av sprickor är oacceptabel för den första gruppen i kvalitet, men för den andra kan de ha en längd på upp till 10 mm vid krökningen för en profil som är 2 mm tjock. Om denna parameter är inom 2,5 mm kan längden redan vara 15 mm och för tjocklekar större än 5 mm - 20 mm och högre.
Kanal böjd GOST 8278 83
Denna standard reglerar tillverkningen av lika böjd stålböjd. Det gäller alla produkter av denna typ, erhållna med valsformande fabriker med billetter tillverkade av varmvalsat eller kallvalsat stål, samt lågkolhaltigt eller låglegerat. Under tillverkningsprocessen måste vissa krav följas, till exempel begränsningsavvikelser.
Enligt standard 8278 väljs de med beaktande av två parametrar: noggrannheten för profilering av produkten och höjden på väggen. När profilväggen är mindre än 50 mm tillåts en avvikelse på 0,75 mm för en hög noggrannhetsklass. För ökad noggrannhet - 1 mm och för normal 1 mm. Inom 50,100 mm ser avvikelserna ut: 1,25, 1,3, 1,5 för de tre noggrannhetsklasserna. Inom området 100 till 150 mm, med en hög (och ökad) profileringsnoggrannhet och väggtjocklek på mer än 2,5 mm, är en avvikelse på 1,5 mm möjlig och för en normal - 2 mm.
Här ger vi bara en del av kraven och utelämnar det mesta av den statistiska informationen i tabellerna i GOST. För att studera den kan du hänvisa till källan, men i de flesta fall behöver bara smala specialister den.
Avvikelser från en vinkel på 90 grader bör inte vara mer än 1 grad 30 minuter för en hyllbredd på mindre än 10 cm och 1 grad för stora storlekar. Annars kan det hända att kanalen, där belastningen blir ganska hög, inte klarar den och orsakar skador eller kollaps av strukturer.
Enligt standard 8287 kan längden på den böjda profilen väljas i området från 3 till 11,8 m. Om omätade längder används kan de vara högst 7% av partiets vikt. Det är också tillåtet att producera längder som är multipla dimensionella. Storleken på de maximala avvikelserna för längden väljs beroende på längden. För produkter på 6 meter kan skärningens noggrannhet vara +40 mm och för längder över 7 m: 40 mm + (5 mm * antal_mätare).
Kanal böjd GOST 8281 80

Standarden styr den ojämna profilen. Enligt detta dokument kan kanalen vara tillverkad av kokande kol eller halvtyst stål med en tillfällig draghållfasthet på mer än 460 enheter. Det är också tillåtet att producera av lugnt kol och låglegering med samma draghållfasthet.
Avvikelsen i tjocklek gäller inte böjningsplatsen, och de maximala avvikelserna från 90 grader väljs beroende på hyllans bredd och är i tre kategorier: upp till 100 mm, över 100 mm, hög noggrannhet. Ojämn böjd kanal kan vara från 4 till 11,8 m. Grundreglerna i detta fall är desamma som för lika hyllprofiler.
Sammanfattningsvis noterar vi att vi undersökte ovan de viktigaste typerna av böjda kanaler, talade om deras användning, produktion och standarder, vars effekt gäller för dessa produkter.
Tyvärr, inga kommentarer än. Bli den första!