
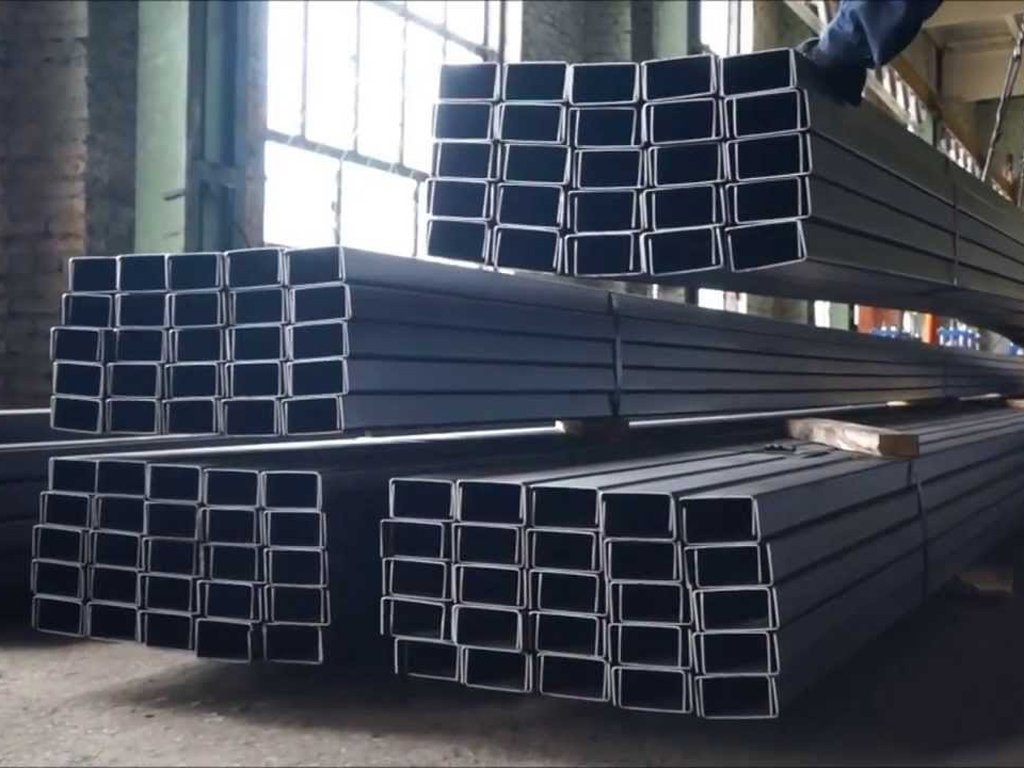

A klasszikus csatorna egy U-alakú profil, amely képes megbirkózni elég nagy terhelésekkel, ugyanakkor kis tömegű. Szerkezeti jellemzői magasabbak, mint a hagyományos téglalap alakú profiloké, és egyéb előnyök nyilvánvalóak. A hajlított csatorna a klasszikus változat egyik változata, amelyet fémszerkezetek létrehozására is használnak. A fő különbség a termék és a melegen hengerelt között az, hogy van egy lekerekített külső sarok.
tartalom
Egy hajlított csatorna hatóköre
Az építőiparban gyakran használnak ilyen termékeket, mivel ezek jelentősen megnövelik az építés költségeit. Az ilyen fémszerkezetek használata átlagosan a fémmegtakarítás 20% -át teszi ki. Azt is el kell mondani, hogy a jövőbeli szerkezet tömege alacsonyabb lesz, mint más szerkezeti elemeknél, és a megbízhatóság ugyanolyan magas marad.

A hajlított csatorna súlya a méretétől függ. Általában egy elméleti értéket használunk, amelyet egy bizonyos hibával számolunk. Például egy méter tömege körülbelül 1 kg (1,03) olyan terméknél, amelynek h: b: s 32: 20: 2, és 120: 70: 4 aránya nagyobb, mint 8 kg (8,32).
A hajlított csatorna fő területei a belső vagy a külső falak burkolókerete. Bármely válaszfal, polc vagy más tároló szerkezet létrehozására alkalmas.
Hajlított csatorna előállítása
Az ilyen típusú csatorna a GOST szerint készül. Ez lehet egyszemélyes polc, amelynek gyártását a GOST 8278 szabályozza, és az egyenlőtlen polcot - GOST 8281. Általában véve a hajlított acélprofilok gyártását a GOST 11475 figyelembevételével kell elvégezni. Ez a szabvány különféle alakú hajlított acélprofilokra vonatkozik, amelyeket speciális gépeken gyártanak üres táblák használata:
- Melegen hengerelt. A meleghengerlés technológiája az acél kristályrácsának megváltoztatása. Ez a gyártási módszer bebizonyította magát a gerendák, csatornák és más egyszerű formák gyártásában.
- Hidegen hengerelt. A hajlított acélcsatorna hidegen hengerelt termékekből is előállítható. Ez a gyártási módszer lehetővé teszi olyan termékek készítését, amelyek fokozott (20%) ellenállnak a deformációval szemben. Ez a technológia viszonylag alacsony hőmérsékleten igényel munkát, így az acél kristályrácsa nem változik.
- Alacsony ötvözetű. Ezeknek az acéloknak speciális ötvöző adalékanyagai vannak, amelyek javítják teljesítményüket. Nyilvánvaló, hogy az ilyen termékek költsége magasabb lesz, mint az első két esetben, azonban a megbízhatóság növekszik.
Azt kell mondanom, hogy az ilyen profilok, függetlenül az alapanyag típusától, kétféle módon szerelhetők fel. Az első lehetőség csavarozott csatlakozás, a második hegesztés használata.

A profilokat speciális egységeken állítják elő, így attól a pillanattól kezdve, hogy a nyersanyagok megérkeznek a műhelybe, a késztermék beérkezéséig, több szakaszon megy keresztül. A munka technológiája a kiválasztott profilzási módszertől függ. Ha folyamatosan hajtják végre, akkor a darabolást maga az egység hajtja végre egy bizonyos hosszúságú szegmens öntése után. Ennek a lehetőségnek a alternatívája a darab profilozása. Ez magában foglalja a munkadarab előzetes vágását, amelyet azután az egységbe küldnek, amely hajlított csatornát képez.
A gépen profilokat állítanak elő, ezért a termékek minőségének romlása csak akkor lehetséges, ha a tekercsek kalibrálása helytelen volt. A késztermék fő hibái a félhold, azaz a vízszintes sík görbülete, spirális, hullámosság, hajlítás és az alak torzulása.
Termelési előírások
Hajlított profilok gyártásával megengedett csak bizonyos fajtájú acél felhasználása. A termékek felületén nem lehetnek repedések, mosogatások, hengerelt hengerlécek, különféle szennyeződések és duzzanat. Az 11474 szabvány szerint megengedett olyan becsapódás, kockázat, ujjlenyomat vagy hengerelt buborék, amely nem akadályozza meg a hibák észlelését.
Valójában egy hajlított csatornának nincs annyi különbsége a szokásoshoz képest, de még egy laikus ember meg is különböztetheti meg e termékek két típusát.
A munkadarabok szélein és végeinél nem lehet bevágások, rétegek vagy meghúzott szélek. Kis mennyiségben a becsapások és a bemélyedések akkor is elfogadhatók, ha a termék méretei nem mutatnak névleges méretet. A repedések előfordulása az első csoport számára elfogadhatatlan a minőség szempontjából, de a második esetében a 2 mm vastag profil hajlításánál akár 10 mm hosszú lehet. Ha ez a paraméter 2..5 mm-en belül van, akkor a hossza már 15 mm lehet, és 5 mm-t meghaladó vastagság esetén - 20 mm vagy annál nagyobb.
Csatorna hajlítva GOST 8278 83
Ez a szabvány az egyenlő hajlítású acél gyártását szabályozza. Ez az összes ilyen termékre vonatkozik, amelyet hengerformázó malmok felhasználásával állítanak elő melegen hengerelt vagy hidegen hengerelt acélból, valamint alacsony széntartalmú vagy alacsony ötvözetből. A gyártási folyamat során bizonyos követelményeket be kell tartani, például a határértékeket.
A 8278 szabvány szerint őket két paraméter figyelembevételével választják ki: a termék profilozásának pontossága és a fal magassága. Ha a profilfal kevesebb, mint 50 mm, a nagy pontosságú osztályhoz 0,75 mm eltérés megengedett. Nagyobb pontosság - 1 mm és normál 1 mm. 50..100 mm-en belül az eltérések a következők: 1,25, 1,3, 1,5 a három pontossági osztályra. 100 és 150 mm közötti tartományban, nagy (és megnövelt) profilozási pontossággal és 2,5 mm-nél nagyobb falvastagsággal 1,5 mm eltérés lehetséges, normálnál 2 mm eltérés.
Itt csak a követelmények egy részét adjuk meg, a GOST-ban megadott táblázatokban szereplő statisztikai információk többségének elhagyásával. Tanulmányozása érdekében hivatkozhat a forrásra, de a legtöbb esetben csak szűk szakemberekre van szükségük.
A 90 fokos szögetől való eltérésnek legfeljebb 1 fok 30 perc lehet, ha a polc szélessége kisebb, mint 10 cm, és 1 fok, nagy méret esetén. Ellenkező esetben a csatorna, amelyre meglehetősen nagy a terhelés, nem fog megbirkózni vele, és a szerkezetek megsérülését vagy összeomlását okozhatja.
A 8287 szabvány szerint a hajlított profil hossza 3 és 11,8 m között lehet. Ha nem mérnek, akkor nem haladhatja meg a tétel tömegének 7% -át. Megengedett az is, hogy a méretek többszörösét meghosszabbítsák. A hossz legnagyobb eltéréseinek nagyságát a hosszától függően választjuk meg. 6 méteres termékeknél a vágás pontossága +40 mm lehet, 7 m-nél hosszabb vágáskor pedig 40 mm + (5 mm * számmérő).
Csatorna hajlítva GOST 8281 80

Az egyenlőtlen profil profilját a szabvány szabályozza. E dokumentum szerint a csatorna forró szénből vagy félig csendes acélból készülhet, amelynek ideiglenes szakítószilárdsága meghaladja a 460 egységet. Ugyancsak megengedett a nyugodt széndioxidból és az alacsony ötvözetből előállítani az azonos szakítószilárdságú termékeket.
A vastagságbeli eltérés nem vonatkozik a hajlítás helyére, és a maximális eltéréseket 90 foktól a polc szélességétől függően választják meg, és három kategóriába sorolhatók: 100 mm-ig, 100 mm felett, nagy pontossággal. Az eltérő hajlított csatorna 4 és 11,8 m között lehet. Ebben az esetben az alapszabály ugyanaz, mint az egyenlő polcú profilok esetében.
Összefoglalva megállapíthatjuk, hogy fentebb megvizsgáltuk a hajlított csatornák fő típusait, beszéltünk azok használatáról, előállításáról és szabványairól, amelyek hatása vonatkozik ezekre a termékekre.
Sajnos még nincs hozzászólás. Légy első!