

Класическият канал е U-образен профил, който може да издържи доста големи товари и в същото време има ниско тегло. Структурните му характеристики са по-високи от тези на конвенционален правоъгълен профил, а други предимства са съвсем очевидни. Извит канал е разновидност на класическата версия, която също се използва за създаване на метални конструкции. Основната разлика между този продукт и горещо валцувана е, че има заоблен външен ъгъл.
съдържание
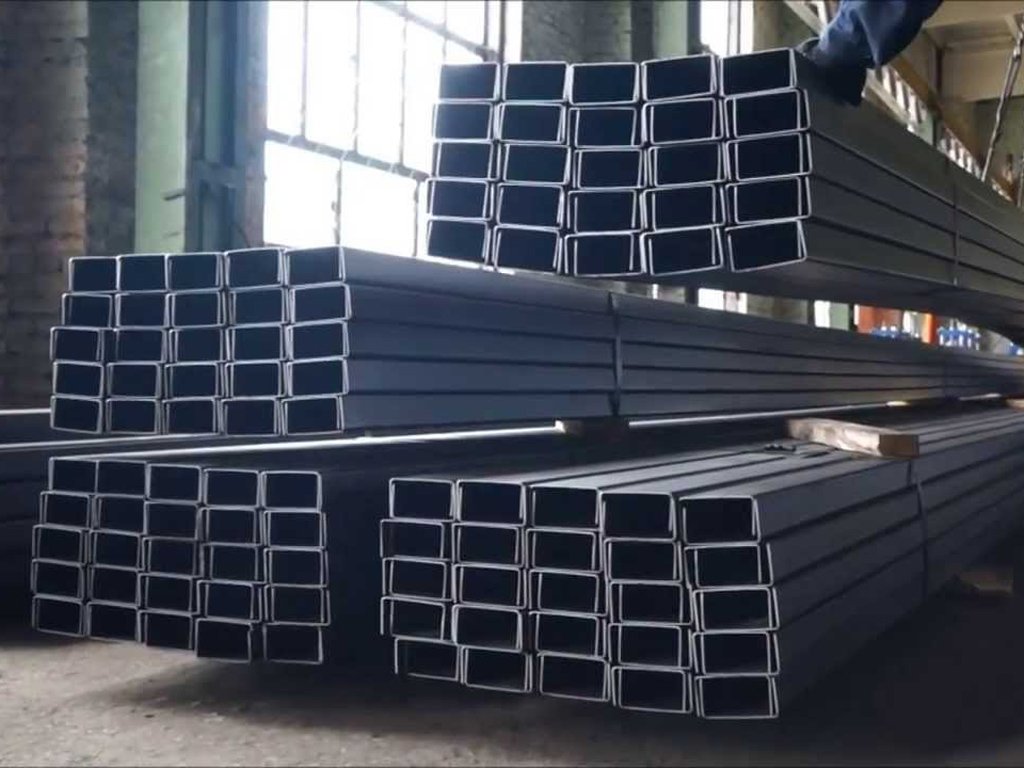
Обхват на огънат канал
В строителството често се използват такива продукти, тъй като дават значителна печалба в цената на строителството. Средно използването на такива метални конструкции осигурява до 20% икономия на метал. Трябва също така да се каже, че масата на бъдещата структура ще бъде по-ниска, отколкото при използване на други конструктивни елементи, а надеждността ще остане толкова висока.

Теглото на огънат канал зависи от неговия размер. Обикновено се използва теоретична стойност, която се изчислява с определена грешка. Например, теглото на един метър е около 1 кг (1,03) за продукт с h: b: s 32: 20: 2, а със съотношение 120: 70: 4 е повече от 8 kg (8,32).
Основните области, където се използва огънат канал, са облицовъчната рамка за вътрешни или външни стени. Също така е подходящ за създаване на всякакви прегради, рафтове или други структури за съхранение.
Производство на огънат канал
Канал от този тип се произвежда в съответствие с GOST. Тя може да бъде равна на рафтове, производството на която се регулира от GOST 8278, а неравномерно - GOST 8281. По принцип производството на огънати стоманени профили трябва да се извършва, като се вземе предвид GOST 11475. Този стандарт се прилага за огънати профили от стомана с различни форми, които се произвеждат на специални машини с използване на заготовки:
- Горещо валцувани. Технологията за горещо валцоване включва промяна на кристалната решетка на стоманата. Този метод на производство се е доказал за производството на греди, канали и други прости форми.
- Студено валцувани. Огънатият стоманен канал също се получава от студено валцувани продукти. Този метод на производство ви позволява да създавате продукти, които имат повишена (20%) устойчивост на деформация. Тази технология изисква работа при сравнително ниска температура, така че кристалната решетка от стомана не се променя.
- Ниско легиран. Тези стомани имат специални легиращи добавки, които повишават техните характеристики. Очевидно цената на такива продукти ще бъде по-висока, отколкото в първите два случая, обаче, надеждността ще се увеличи.
Трябва да кажа, че такива профили, независимо от вида на суровината, могат да бъдат монтирани по два начина. Първият вариант включва използването на болтова връзка, а вторият - заварка.

Профилите се произвеждат на специални единици, така че от момента, в който суровините пристигнат в цеха, до получаването на готовия продукт, преминават няколко етапа. Технологията на работата зависи от избрания метод за профилиране. Ако се извършва непрекъснато, тогава рязането се извършва от самата единица, след като е оформен сегмент с определена дължина. Алтернатива на този вариант е профилирането на парчета. Тя включва предварително рязане на детайла, след което те се изпращат към устройството, което прави огънат канал.
Профилите се произвеждат на машината, следователно, намаляване на качеството на продуктите е възможно само ако калибрирането на ролките не е извършено правилно. Основните дефекти на готовия продукт са полумесец, който представлява кривина в хоризонталната равнина, спирална, вълнообразна, огъване и изкривяване на формата.
Спецификации на производството
При производството на огънати профили е позволено да се използва само стомана с определени марки. На повърхността на продуктите не трябва да има пукнатини, мивки, валцувани мелници, различни примеси и отоци. Според стандарт 11474 са разрешени отделни пирони, рискове, пръстови отпечатъци или навити мехурчета, които няма да попречат на откриването на дефекти.
Всъщност огънат канал има не толкова много разлики от стандартния, но дори и непрофесионалист може да различи два вида от тези продукти.
Краищата и краищата на детайлите не трябва да имат нишки, отлагания или затегнат ръб. В малко количество, пирони и вдлъбнатини са приемливи, ако не показват размерите на продукта като номинални. Наличието на пукнатини е неприемливо за първата група по качество, но за втората те могат да имат дължина до 10 мм при завой за профил с дебелина 2 мм. Ако този параметър е в рамките на 2..5 mm, тогава дължината може вече да е 15 mm, а за дебелини по-големи от 5 mm - 20 mm и повече.
Извит канал ГОСТ 8278 83
Този стандарт регулира производството на извита стомана с еднакво огъване. Прилага се за всички продукти от този тип, получени с помощта на мелници за формоване на валци, използващи заготовки от горещо валцована или студено валцувана стомана, както и нисковъглеродни или нисколегирани сплави. По време на производствения процес трябва да се спазват определени изисквания, например гранични отклонения.
Според стандарт 8278 те се избират, като се вземат предвид два параметъра: точността на профилирането на продукта и височината на стената му. Когато стената на профила е по-малка от 50 mm, за клас с висока точност е разрешено отклонение от 0,75 mm. За повишена точност - 1 мм и за нормална 1 мм. В рамките на 50..100 mm, отклоненията изглеждат: 1,25, 1,3, 1,5 за трите класа на точност, съответно. В диапазона от 100 до 150 мм, с висока (и увеличена) точност на профилиране и дебелина на стената над 2,5 мм, е възможно отклонение от 1,5 мм, а за нормално - 2 мм.
Тук даваме само част от изискванията, пропускайки по-голямата част от статистическата информация, съдържаща се в таблиците, дадени в GOST. За да го проучите, можете да се обърнете към източника, но в повечето случаи се нуждаят само от тесни специалисти.
Отклоненията от ъгъл от 90 градуса трябва да са не повече от 1 градус 30 минути при ширина на рафта по-малка от 10 см и 1 градус за големи размери. В противен случай каналът, натоварването върху който ще бъде доста високо, може да не се справи с него и ще доведе до повреда или срутване на конструкции.
Според стандарт 8287 дължината на огънатия профил може да бъде избрана в диапазона от 3 до 11,8 м. Ако се използват неизмерими дължини, те могат да бъдат не повече от 7% от теглото на партидата. Също така е позволено да се произвеждат дължини, които са кратни на размерите. Величината на максималните отклонения на дължината се избира в зависимост от дължината. За 6-метрови продукти точността на рязане може да бъде +40 мм, а за дължини над 7 м: 40 мм + (5 мм * брой_метра).
Извит канал ГОСТ 8281 80

Стандартът управлява неравномерния профил. Според този документ каналът може да бъде направен от кипящ въглерод или полу-тиха стомана с временна якост на опън над 460 единици. Също така е допустимо да се произвеждат от спокоен въглерод и нисколегирани, които имат същата якост на опън.
Отклонението в дебелината не важи за мястото на огъване, а максималните отклонения от 90 градуса се избират в зависимост от ширината на рафта и се предлагат в три категории: до 100 мм, над 100 мм, висока точност. Неравният огънат канал може да бъде от 4 до 11,8 м. Основните правила в този случай са същите като при профилите с равни рафтове.
Обобщавайки, отбелязваме, че по-горе разгледахме основните видове огънати канали, говорихме за тяхната употреба, производство и стандарти, ефектът от които се прилага за тези продукти.
Уви, все още няма коментари. Бъдете първи!