
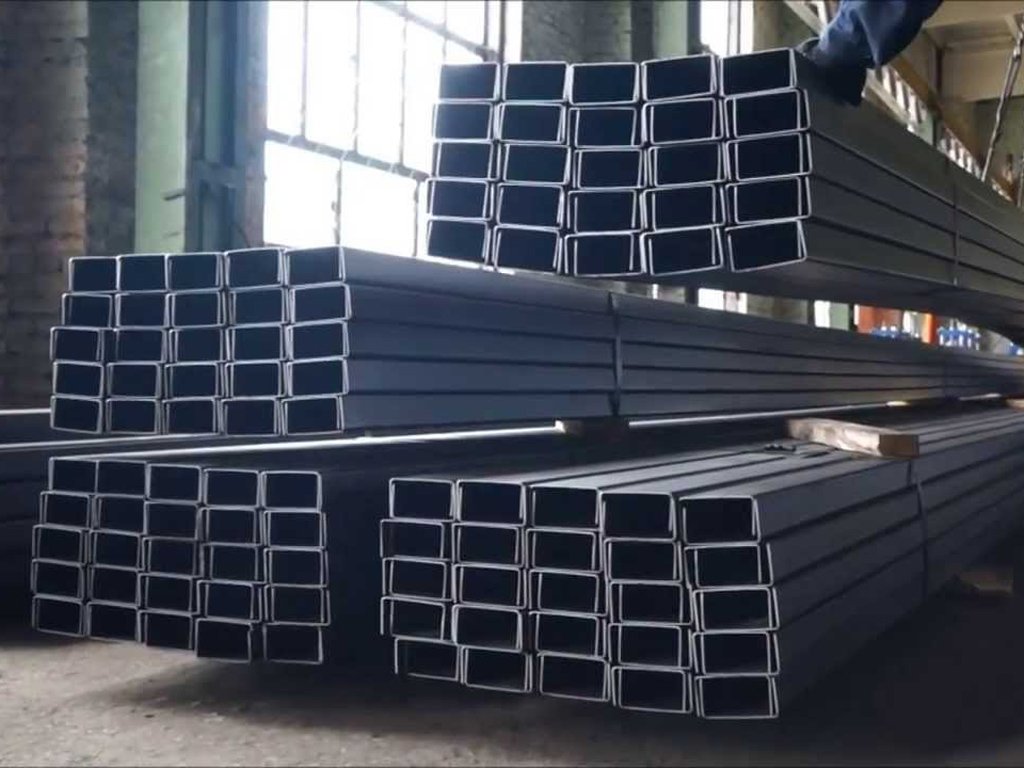

Kênh cổ điển là một cấu hình hình chữ U có thể chịu được tải trọng khá lớn và đồng thời có trọng lượng thấp. Đặc điểm cấu trúc của nó cao hơn so với cấu hình hình chữ nhật thông thường và các ưu điểm khác là khá rõ ràng. Kênh uốn cong là một biến thể của phiên bản cổ điển, cũng được sử dụng để tạo cấu trúc kim loại. Sự khác biệt chính giữa sản phẩm này và cán nóng là có một góc tròn bên ngoài.
Nội dung
Phạm vi của một kênh uốn cong
Trong xây dựng, các sản phẩm như vậy thường được sử dụng, vì chúng mang lại một mức tăng đáng kể trong chi phí xây dựng. Trung bình, việc sử dụng các cấu trúc kim loại như vậy cung cấp tới 20% tiết kiệm kim loại. Cũng phải nói rằng khối lượng của cấu trúc tương lai sẽ thấp hơn so với khi sử dụng các yếu tố cấu trúc khác, và độ tin cậy sẽ vẫn cao.

Trọng lượng của một kênh uốn cong phụ thuộc vào kích thước của nó. Thông thường một giá trị lý thuyết được sử dụng, được tính toán với một lỗi nhất định. Ví dụ: trọng lượng của một mét là khoảng 1 kg (1,03) cho một sản phẩm có h: b: s 32: 20: 2 và với tỷ lệ 120: 70: 4, nó lớn hơn 8 kg (8,32).
Các khu vực chính nơi sử dụng kênh uốn cong là khung ốp cho các bức tường bên trong hoặc bên ngoài. Nó cũng phù hợp để tạo bất kỳ phân vùng, kệ hoặc cấu trúc lưu trữ khác.
Sản xuất một kênh uốn cong
Kênh thuộc loại này được sản xuất theo GOST. Nó có thể là kệ bằng nhau, việc sản xuất được quy định bởi GOST 8278 và kệ không bằng nhau - GOST 8281. Nói chung, việc sản xuất các cấu hình thép uốn nên được thực hiện có tính đến GOST 11485. Tiêu chuẩn này áp dụng cho các cấu hình thép uốn cong khác nhau, được sản xuất trên các máy đặc biệt sử dụng khoảng trống:
- Cán nóng. Công nghệ cán nóng liên quan đến việc thay đổi mạng tinh thể của thép. Phương pháp sản xuất này đã được chứng minh cho việc sản xuất dầm, kênh và các hình thức đơn giản khác.
- Cán nguội. Kênh thép uốn cũng được lấy từ các sản phẩm cán nguội. Phương pháp sản xuất này cho phép bạn tạo ra các sản phẩm có khả năng chống biến dạng (20%) tăng. Công nghệ này đòi hỏi phải làm việc ở nhiệt độ tương đối thấp, vì vậy mạng tinh thể thép không thay đổi.
- Hợp kim thấp. Những loại thép này có phụ gia hợp kim đặc biệt giúp tăng cường hiệu suất của chúng. Rõ ràng, chi phí của các sản phẩm như vậy sẽ cao hơn trong hai trường hợp đầu tiên, tuy nhiên, độ tin cậy sẽ tăng lên.
Tôi phải nói rằng các hồ sơ như vậy, bất kể loại nguyên liệu thô, có thể được gắn theo hai cách. Tùy chọn đầu tiên liên quan đến việc sử dụng kết nối bắt vít và thứ hai - một mối hàn.

Hồ sơ được sản xuất trên các đơn vị đặc biệt, vì vậy từ khi nguyên liệu thô đến xưởng, cho đến khi nhận được thành phẩm, nó sẽ trải qua nhiều giai đoạn. Công nghệ của công việc phụ thuộc vào phương pháp định hình được chọn. Nếu nó được thực hiện liên tục, thì việc cắt được thực hiện bởi chính đơn vị sau khi một đoạn có độ dài nhất định được đúc. Một thay thế cho tùy chọn này là hồ sơ mảnh. Nó liên quan đến việc cắt sơ bộ phôi, sau đó chúng được gửi đến thiết bị, tạo ra một kênh uốn cong.
Hồ sơ được sản xuất trên máy, do đó, việc giảm chất lượng sản phẩm chỉ có thể xảy ra nếu việc hiệu chuẩn cuộn không được thực hiện đúng. Các khuyết điểm chính của thành phẩm là hình lưỡi liềm, là một độ cong trong mặt phẳng ngang, xoắn ốc, vênh, uốn cong và biến dạng của hình dạng.
Thông số kỹ thuật sản xuất
Bằng cách sản xuất các cấu hình uốn cong, nó chỉ được phép sử dụng thép có các loại nhất định. Trên bề mặt của các sản phẩm không được có vết nứt, bồn rửa, quy mô nhà máy cán, các tạp chất và sưng khác nhau. Theo tiêu chuẩn 11474, các mũi nhọn, rủi ro, dấu vân tay hoặc bong bóng cuộn được cho phép sẽ không cản trở việc phát hiện các khuyết tật.
Trên thực tế, một kênh uốn cong không có quá nhiều sự khác biệt so với tiêu chuẩn, nhưng ngay cả một người giáo dân cũng có thể phân biệt giữa hai loại sản phẩm này.
Các cạnh và đầu của phôi không được có các chốt, các vạch hoặc cạnh được thắt chặt. Với một lượng nhỏ, các nút và vết lõm có thể được chấp nhận nếu chúng không hiển thị kích thước của sản phẩm là danh nghĩa. Sự hiện diện của vết nứt là không thể chấp nhận được đối với nhóm đầu tiên về chất lượng, nhưng đối với nhóm thứ hai, chúng có thể có chiều dài lên tới 10 mm tại chỗ uốn cho cấu hình dày 2 mm. Nếu tham số này nằm trong khoảng 2.,5 mm, thì chiều dài có thể đã là 15 mm và đối với độ dày lớn hơn 5 mm - 20 mm trở lên.
Kênh uốn cong GOST 8278 83
Tiêu chuẩn này quy định việc sản xuất thép uốn cong bằng nhau. Nó áp dụng cho tất cả các sản phẩm thuộc loại này, thu được bằng cách sử dụng các nhà máy tạo hình cuộn sử dụng phôi làm từ thép cán nóng hoặc thép cán nguội, cũng như carbon thấp hoặc hợp kim thấp. Trong quá trình sản xuất, các yêu cầu nhất định phải được quan sát, ví dụ, giới hạn độ lệch.
Theo tiêu chuẩn 8278, chúng được chọn có tính đến hai tham số: độ chính xác của cấu hình của sản phẩm và chiều cao của tường. Khi tường hồ sơ nhỏ hơn 50 mm, độ lệch 0,75 mm được phép cho một lớp có độ chính xác cao. Để tăng độ chính xác - 1 mm và cho 1 mm bình thường. Trong phạm vi 50..100 mm, độ lệch lần lượt là: 1.25, 1.3, 1.5 cho ba lớp chính xác. Trong phạm vi từ 100 đến 150 mm, với độ chính xác định hình cao (và tăng) và độ dày thành trên 2,5 mm, có thể sai lệch 1,5 mm và đối với mức bình thường - 2 mm.
Ở đây chúng tôi chỉ đưa ra một phần của các yêu cầu, bỏ qua hầu hết các thông tin thống kê có trong các bảng được đưa ra trong GOST. Để nghiên cứu nó, bạn có thể tham khảo nguồn, nhưng trong hầu hết các trường hợp chỉ có các chuyên gia hẹp cần nó.
Độ lệch từ một góc 90 độ không được quá 1 độ 30 phút đối với chiều rộng kệ dưới 10 cm và 1 độ đối với kích thước lớn. Mặt khác, kênh, tải trọng sẽ khá cao, có thể không đối phó với nó và sẽ gây ra thiệt hại hoặc sụp đổ của các cấu trúc.
Theo tiêu chuẩn 8287, chiều dài của cấu hình uốn cong có thể được chọn trong phạm vi từ 3 đến 11,8 m. Nếu sử dụng chiều dài không đo lường được, chúng có thể không quá 7% trọng lượng lô. Nó cũng được phép tạo ra các chiều dài là bội số của chiều. Độ lớn của độ lệch tối đa của chiều dài được chọn tùy thuộc vào độ dài. Đối với các sản phẩm 6 mét, độ chính xác của việc cắt có thể là +40 mm và đối với chiều dài trên 7 m: 40 mm + (5mm * number_meters).
Kênh uốn cong GOST 8281 80

Các tiêu chuẩn chi phối hồ sơ hồ sơ không bình đẳng. Theo tài liệu này, kênh có thể được làm bằng carbon sôi hoặc thép nửa yên có độ bền kéo tạm thời hơn 460 đơn vị. Nó cũng được phép sản xuất từ carbon bình tĩnh và các hợp kim thấp có cùng độ bền kéo.
Độ lệch về độ dày không áp dụng cho nơi uốn và độ lệch tối đa từ 90 độ được chọn tùy thuộc vào chiều rộng của kệ và có ba loại: lên đến 100 mm, trên 100 mm, độ chính xác cao. Một kênh uốn cong không bằng nhau có thể từ 4 đến 11,8 m. Các quy tắc cơ bản trong trường hợp này giống như đối với các cấu hình kệ bằng nhau.
Tóm tắt, chúng tôi lưu ý rằng ở trên chúng tôi đã kiểm tra các loại kênh uốn cong chính, nói về việc sử dụng, sản xuất và tiêu chuẩn của chúng, hiệu quả của việc áp dụng cho các sản phẩm này.
Than ôi, chưa có bình luận nào. Hãy là người đầu tiên!