

Để thực hiện sửa chữa và các công việc lợp mái khác, liên quan đến ma thuật nóng chảy và vật liệu lợp, bạn sẽ cần một vòi đốt khí đặc biệt. Thiết bị chủ yếu được sử dụng cho các tác vụ sau:
- sưởi ấm và làm khô vật liệu lợp;
- cắt và hàn kim loại;
- bắn một lớp sơn cũ.
Nội dung
Thiết bị đốt gas
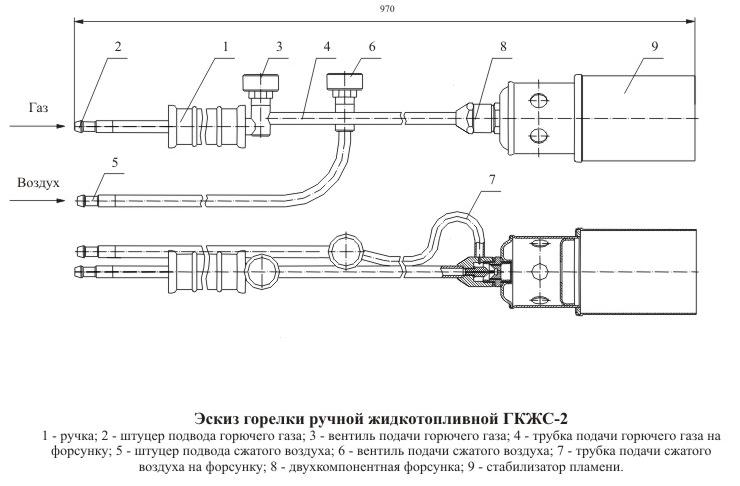
Đầu đốt gas có thiết kế khá đơn giản. Đó là một tấm kính làm bằng kim loại và được trang bị vòi phun và tay cầm được gắn trên thân máy. Đối với việc sản xuất tay cầm có thể được sử dụng nhựa hoặc gỗ chịu nhiệt. Khí đi vào vỏ, đi qua kênh khí. Trong hầu hết các trường hợp, propane được sử dụng dưới áp lực để vận hành đầu đốt.
Kính của đầu đốt phải có hình dạng bảo vệ ngọn lửa khỏi gió thổi.
Có một van trên thân của đầu đốt cho phép bạn kiểm soát chiều dài của ngọn lửa và cường độ của khí được cung cấp. Thật tốt nếu đầu đốt có bộ giảm tốc cho phép bạn tiết kiệm xăng.
Thành phần đầu đốt mái
Trong quá trình lắp ráp thiết bị, thực tế không được sử dụng xử lý cơ học. Đầu đốt được lắp ráp từ các bộ phận đã hoàn thành. Để làm cho nó, chúng ta cần:
- Van thép, có thể được lấy từ một xi lanh được thiết kế để lưu trữ khí hóa lỏng.
- Một nắp được sử dụng để vận chuyển bình gas.
- Một vòi phun từ ống thổi có đường kính vòi là 0,8 mm.
- Một đoạn ống dài một mét với đường kính trong là 10 mm. và thép dày 2 mm.
- Tay cầm bằng gỗ.
Là một tay cầm, bạn có thể sử dụng tay cầm của một que hàn thổi.
Quy trình sản xuất đầu đốt theo giai đoạn
Quá trình sản xuất một vòi đốt khí bắt đầu với thực tế là đường ống cung cấp, chúng tôi sẽ sử dụng một ống thép, chúng tôi chèn vào tay cầm và gắn chặt bằng keo. Dải phân cách và vỏ phải được gia công từ thanh đồng thau, đường kính phải là 20 mm. Trong trường hợp hoàn thành, hai lỗ xuyên tâm được khoan (mỗi đường kính 5 mm.) Và bốn lỗ trên thanh chia (mỗi lỗ có đường kính 1 mm).
Khi lắp ráp, cần phải nhấn dải phân cách vào vỏ với một chút nhiễu. Đồng thời, mặt bích được lắp đặt bên trong vỏ máy có khe hở, nghĩa là đường kính trong của vỏ được sản xuất phải lớn hơn 0,6 mm. đường kính gia công. Khoảng cách kết quả chịu trách nhiệm cho sự ức chế của dòng khí, được cung cấp cho các lỗ khoan trong bộ phận đánh lửa.
Tiếp theo, mài vòi phun. Đối với điều này, chúng ta cần một cành thép.
Để tạo một lỗ mỏng trong vòi của chúng tôi, bạn cần phải khoan một đường kính có đường kính 2 mm. và với nó, tạo một lỗ mù, là 1,5 mm. không đến được lối ra. Khoan có đường kính 0,4 mm. dùng để nhảy. Các lỗ kết quả phải được đúc hoàn toàn với các cú đánh búa nhẹ nhàng. Sau đó, bạn cần phải mài mông. Để làm điều này, lấy giấy nhám và mài nó cho đến khi tìm thấy mặt cắt đầu ra mong muốn, nghĩa là, cho đến khi vòi phun có thể được đặt trên đầu ống đèn pin có ren.
Một ống đầu vào làm bằng vật liệu cao su vải phải được đặt ở đầu ống cấp khí. Chúng tôi cố định ống vào ống bằng kẹp ống. Chúng tôi đặt áp suất làm việc, và sau đó chúng tôi cung cấp khí đốt.Đợi cho đến khi tất cả không khí được di chuyển khỏi vòi, và chỉ sau đó bơm vòi vào ngọn lửa của vòi đốt khí.
Chú ý! Vòi được đưa vào ngọn lửa mà không có vỏ và dải phân cách.
Tiếp theo, bạn cần đánh bóng mặt cuối. Do đó, chiều dài của mỏ hàn phải là 5 cm. Chúng tôi đặt vỏ cùng với dải phân cách trên ren ngoài của vòi phun. Đảm bảo rằng đầu đốt tạo ra ngọn lửa đều, không có bất kỳ dấu hiệu nào của bồ hóng.
Để đạt được hiệu quả mong muốn, từ từ xoay thân trên ren của vòi phun.
Nếu bạn có kết nối ren lỏng lẻo, hãy dán nó bằng băng FUM.



Leon
Người đàn ông trong video không mặc áo liền quần và đi dép trên chân trần ....
Sẽ có suy nghĩ trước khi xuất bản.
Serge
Đây không phải là một chuyên gia, nhưng mọi người chỉ là kalym, và đôi chân trần của anh ta là vô ích