
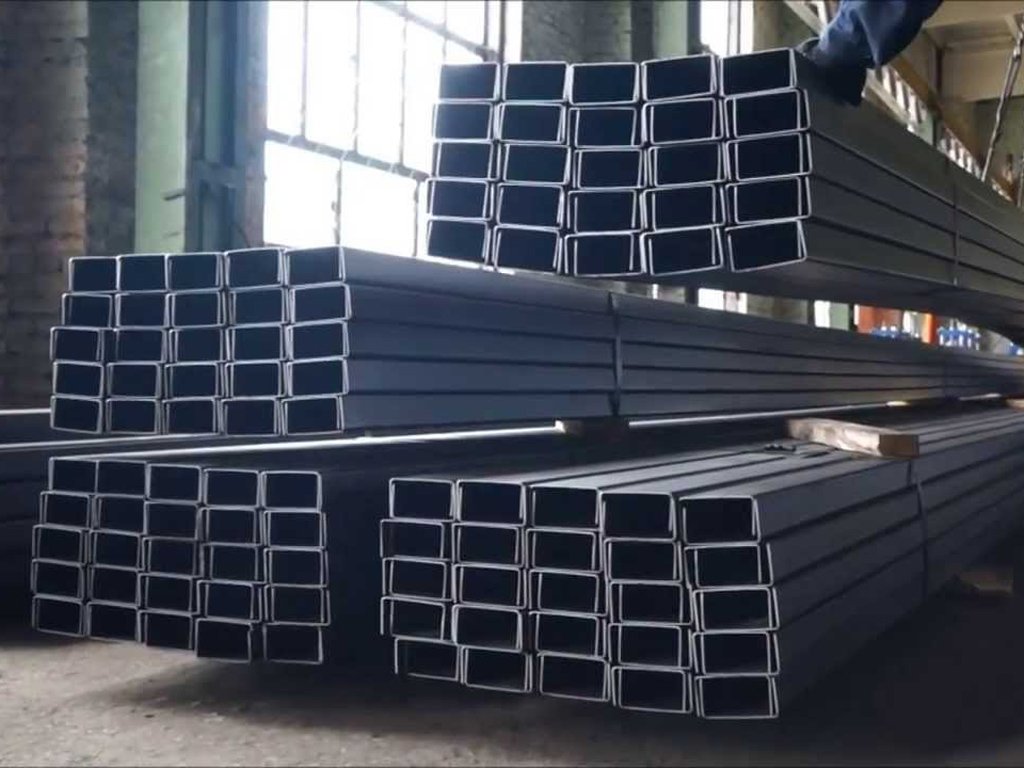

ช่องคลาสสิคเป็นรูปตัวยูที่สามารถรับน้ำหนักได้ค่อนข้างมากและในขณะเดียวกันก็มีน้ำหนักเบา ลักษณะโครงสร้างของมันจะสูงกว่าโปรไฟล์สี่เหลี่ยมทั่วไปและข้อดีอื่น ๆ ค่อนข้างชัดเจน ช่องทางโค้งงอเป็นรูปแบบคลาสสิกซึ่งใช้ในการสร้างโครงสร้างโลหะ ความแตกต่างที่สำคัญระหว่างผลิตภัณฑ์นี้กับเหล็กแผ่นรีดร้อนคือมีมุมด้านนอกโค้งมน
เนื้อหา
ขอบเขตของช่องสัญญาณที่โค้งงอ
ในการก่อสร้างมักจะใช้ผลิตภัณฑ์ดังกล่าวเนื่องจากให้ผลกำไรอย่างมากกับต้นทุนการก่อสร้าง โดยเฉลี่ยแล้วการใช้โครงสร้างโลหะดังกล่าวจะช่วยประหยัดโลหะได้มากถึง 20% ต้องบอกด้วยว่ามวลของโครงสร้างในอนาคตจะต่ำกว่าเมื่อใช้องค์ประกอบโครงสร้างอื่นและความน่าเชื่อถือจะยังคงสูง

น้ำหนักของช่องสัญญาณที่โค้งงอขึ้นอยู่กับขนาดของช่อง โดยปกติจะใช้ค่าตามทฤษฎีซึ่งคำนวณด้วยข้อผิดพลาดบางอย่าง ตัวอย่างเช่นน้ำหนักหนึ่งเมตรประมาณ 1 กิโลกรัม (1.03) สำหรับผลิตภัณฑ์ที่มี h: b: s 32: 20: 2 และมีอัตราส่วน 120: 70: 4 มากกว่า 8 กิโลกรัม (8.32)
พื้นที่หลักที่ใช้ช่องทางโค้งงอเป็นกรอบหุ้มผนังภายในหรือภายนอก นอกจากนี้ยังเหมาะสำหรับการสร้างพาร์ติชันชั้นวางหรือโครงสร้างการจัดเก็บอื่น ๆ
การผลิตช่องทางโค้งงอ
ช่องทางประเภทนี้ผลิตตาม GOST มันสามารถเป็นชั้นวางเท่ากันการผลิตซึ่งถูกควบคุมโดย GOST 8278 และชั้นวางที่ไม่เท่ากัน - GOST 8281 โดยทั่วไปการผลิตโปรไฟล์เหล็กดัดโค้งควรคำนึงถึง GOST 11475 มาตรฐานนี้ใช้กับโปรไฟล์เหล็กโค้งรูปทรงต่างๆซึ่งผลิตในเครื่องจักรพิเศษที่มี ใช้ช่องว่าง:
- แผ่นรีดร้อน เทคโนโลยีการรีดร้อนเกี่ยวข้องกับการเปลี่ยนโครงผลึกของเหล็ก วิธีการผลิตนี้ได้พิสูจน์ตัวเองสำหรับการผลิตคานช่องและรูปแบบที่เรียบง่ายอื่น ๆ
- รีดเย็น ช่องเหล็กงอยังได้มาจากผลิตภัณฑ์รีดเย็น วิธีการผลิตนี้ช่วยให้คุณสร้างผลิตภัณฑ์ที่มีความต้านทานต่อการเสียรูปเพิ่มขึ้น (20%) เทคโนโลยีนี้ต้องใช้งานที่อุณหภูมิค่อนข้างต่ำดังนั้นโครงผลึกของเหล็กจะไม่เปลี่ยนแปลง
- อัลลอยด์ต่ำ เหล็กเหล่านี้มีสารเจือปนแบบพิเศษที่ช่วยเพิ่มประสิทธิภาพ เห็นได้ชัดว่าค่าใช้จ่ายของผลิตภัณฑ์ดังกล่าวจะสูงกว่าในสองกรณีแรกอย่างไรก็ตามความน่าเชื่อถือจะเพิ่มขึ้น
ฉันต้องบอกว่าโปรไฟล์ดังกล่าวโดยไม่คำนึงถึงชนิดของวัตถุดิบสามารถติดตั้งได้สองวิธี ตัวเลือกแรกเกี่ยวข้องกับการใช้งานของการเชื่อมต่อที่ถูกปิดและที่สอง - การเชื่อม

โพรไฟล์ถูกผลิตในหน่วยพิเศษดังนั้นตั้งแต่วินาทีที่วัตถุดิบมาถึงการประชุมเชิงปฏิบัติการจนกว่าจะได้รับผลิตภัณฑ์สำเร็จรูปหลายขั้นตอนผ่านไป เทคโนโลยีของงานขึ้นอยู่กับวิธีการทำโปรไฟล์ที่เลือก หากมีการดำเนินการอย่างต่อเนื่องหน่วยการตัดจะทำเองหลังจากส่วนของความยาวที่แน่นอนถูกหล่อ ทางเลือกอื่นสำหรับตัวเลือกนี้คือการทำโปรไฟล์ชิ้น มันเกี่ยวข้องกับการตัดชิ้นงานเบื้องต้นหลังจากนั้นพวกเขาจะถูกส่งไปยังหน่วยซึ่งทำให้ช่องทางโค้งงอ
โปรไฟล์ถูกสร้างขึ้นบนเครื่องดังนั้นการลดลงของคุณภาพของผลิตภัณฑ์จึงเป็นไปได้เฉพาะในกรณีที่การสอบเทียบม้วนไม่ได้ดำเนินการอย่างถูกต้อง ข้อบกพร่องหลักของผลิตภัณฑ์สำเร็จรูปคือเสี้ยวซึ่งเป็นความโค้งในระนาบแนวนอน, เกลียว, คลื่น, โค้งงอและการบิดเบือนของรูปร่าง
ข้อกำหนดการผลิต
โดยการผลิตโพรไฟล์งอมันได้รับอนุญาตให้ใช้เหล็กเท่านั้นในบางเกรด บนพื้นผิวของผลิตภัณฑ์ไม่ควรมีรอยแตกร้าวอ่างล้างมือเครื่องรีดสีเครื่องชั่งสิ่งสกปรกและบวมต่างๆ ตามมาตรฐาน 11474 อนุญาตให้ใช้ชื่อเล่นความเสี่ยงรอยนิ้วมือหรือฟองอากาศที่ไม่ได้ขัดขวางการตรวจจับข้อบกพร่อง
ในความเป็นจริงช่องสัญญาณที่โค้งไม่ได้มีความแตกต่างจากมาตรฐานมากนักแม้แต่คนธรรมดาก็สามารถแยกแยะความแตกต่างระหว่างผลิตภัณฑ์สองประเภทนี้ได้
ขอบและปลายของชิ้นงานไม่ควรมีชื่อเล่น, delaminations หรือขอบที่รัดกุม จำนวนเล็กน้อยชื่อเล่นและรอยบุบเป็นที่ยอมรับหากไม่แสดงขนาดของผลิตภัณฑ์ตามที่ระบุ การปรากฏตัวของรอยแตกไม่เป็นที่ยอมรับสำหรับกลุ่มแรกในด้านคุณภาพ แต่สำหรับวินาทีพวกเขาสามารถมีความยาวสูงสุด 10 มม. ที่โค้งสำหรับโปรไฟล์หนา 2 มม. หากพารามิเตอร์นี้อยู่ภายใน 2..5 มม. ความยาวอาจเป็น 15 มม. แล้วและสำหรับความหนาที่มากกว่า 5 มม. - 20 มม. และสูงกว่า
แชนเนล GOST 8278 83
มาตรฐานนี้ควบคุมการผลิตเหล็กโค้งงอเท่ากัน ใช้กับผลิตภัณฑ์ทุกประเภทที่ได้รับโดยใช้โรงรีดแบบม้วนโดยใช้เหล็กแท่งที่ทำจากเหล็กแผ่นรีดร้อนหรือเหล็กแผ่นรีดเย็นเช่นเดียวกับคาร์บอนต่ำหรืออัลลอยด์ต่ำ ในระหว่างกระบวนการผลิตต้องปฏิบัติตามข้อกำหนดบางประการเช่น จำกัด การเบี่ยงเบน
ตามมาตรฐาน 8278 พวกเขาจะถูกเลือกโดยคำนึงถึงสองพารามิเตอร์: ความถูกต้องของโปรไฟล์ของผลิตภัณฑ์และความสูงของผนัง เมื่อผนังโปรไฟล์น้อยกว่า 50 มม. จะอนุญาตให้มีการเบี่ยงเบน 0.75 มม. สำหรับระดับความแม่นยำสูง เพื่อความแม่นยำที่เพิ่มขึ้น - 1 มม. และสำหรับปกติ 1 มม. ภายใน 50..100 มม. ความเบี่ยงเบนจะดูที่: 1.25, 1.3, 1.5 สำหรับคลาสความแม่นยำสามระดับตามลำดับ ในช่วงจาก 100 ถึง 150 มม. ที่มีความแม่นยำสูง (และเพิ่มขึ้น) โปรไฟล์การทำโปรไฟล์และความหนาของผนังมากกว่า 2.5 มม. สามารถเบี่ยงเบนได้ 1.5 มม. และปกติ 1-2 มม.
ที่นี่เราให้ข้อกำหนดเพียงบางส่วนเท่านั้นโดยไม่รวมข้อมูลสถิติส่วนใหญ่ที่มีในตารางที่ให้ไว้ใน GOST เพื่อศึกษามันคุณสามารถอ้างถึงแหล่งที่มา แต่ในกรณีส่วนใหญ่เฉพาะผู้เชี่ยวชาญแคบ ๆ ที่ต้องการมัน
การเบี่ยงเบนจากมุม 90 องศาควรไม่เกิน 1 องศา 30 นาทีสำหรับความกว้างของชั้นวางน้อยกว่า 10 ซม. และ 1 องศาสำหรับขนาดใหญ่ ไม่เช่นนั้นช่องรับสัญญาณซึ่งจะค่อนข้างสูงอาจไม่สามารถรับมือกับมันได้และจะทำให้เกิดความเสียหายหรือการล่มสลายของโครงสร้าง
ตามมาตรฐาน 8287 ความยาวของโพรไฟล์งอสามารถเลือกได้ในช่วง 3 ถึง 11.8 ม. หากใช้ความยาวที่ไม่ผ่านการวัดจะมีความยาวไม่เกิน 7% ของน้ำหนักล็อต มันยังได้รับอนุญาตให้สร้างความยาวที่มีหลายมิติ ขนาดของการเบี่ยงเบนสูงสุดของความยาวถูกเลือกขึ้นอยู่กับความยาว สำหรับผลิตภัณฑ์ขนาด 6 เมตรความแม่นยำในการตัดสามารถ 40 มม. และสำหรับความยาวเกิน 7 ม.: 40 มม. + (จำนวน 5mm * จำนวนเมตร)
แชนเนล GOST 8281 80

มาตรฐานจะควบคุมโปรไฟล์ที่ไม่เท่ากัน ตามเอกสารนี้ช่องทำจากคาร์บอนเดือดหรือเหล็กกึ่งเงียบมีความต้านทานแรงดึงชั่วคราวมากกว่า 460 หน่วย นอกจากนี้ยังอนุญาตให้ผลิตจากสงบคาร์บอนและโลหะผสมต่ำที่มีความต้านทานแรงดึงเดียวกัน
ส่วนเบี่ยงเบนความหนาไม่ได้ใช้กับสถานที่ของการดัดและการเบี่ยงเบนสูงสุดจาก 90 องศาจะถูกเลือกขึ้นอยู่กับความกว้างของชั้นวางและมีสามประเภท: สูงสุด 100 มม., สูงกว่า 100 มม., ความแม่นยำสูง ช่องสัญญาณที่ไม่เท่ากันสามารถมีความยาวได้ตั้งแต่ 4 ถึง 11.8 ม. กฎพื้นฐานในกรณีนี้เหมือนกับโปรไฟล์ชั้นวางเท่ากัน
สรุปแล้วเราทราบว่าข้างต้นเราตรวจสอบช่องทางหลักประเภทโค้งงอพูดคุยเกี่ยวกับการใช้งานการผลิตและมาตรฐานผลกระทบที่ใช้กับผลิตภัณฑ์เหล่านี้



อนิจจายังไม่มีความคิดเห็น เป็นคนแรก!