

Högkvalitativ bearbetning av metalldelar är omöjlig utan att använda ett skärpt verktyg, i synnerhet borrar. Ett trubbigt verktyg kan återföras till skärpa med hjälp av industriella slipare eller genom att skapa en anordning för att skärpa en borr för metall med dina egna händer. Men den fungerande delen av olika borrar i storlek och syfte har skillnader i fabriksslipning.
innehåll
Skärpningsborrens subtilitet

Beroende på det deklarerade syftet kan metallborrar ha en separat skärpningstyp. Denna parameter varierar också med tjocklek. Slipning av en enda plan är endast tillämplig för diametrar upp till 3 mm. Sådana borrar används för små jobb, oftare inom elektronik och modellering. Tvåplaniga borrar är tillämpliga i de flesta hushållsuppgifter, beroende på diameter. Den koniska typen av slipning klassificeras som ett snävt orienterat verktyg - en borr med universal diameter används för att förbereda hål i aluminiumplåtar. Använd följande tekniker vid skärpningstips:
- Manuell skärpning - kan göras med en stapel eller fil. Nackdelen är svårigheten att bibehålla vinkeln, vilket leder till ett missförhållande i symmetrin hos skärkanten.
- Hushållsmaskiner - enheter för att upprätthålla en strikt skärpningsvinkel. Om mekanismen är fabrikstillverkad, kan den ställas in på exakt vinkel och bara ställas in den extrema delen.
- Industriell borrslipningsutrustning kännetecknas av hög effekt. Proceduren sker i ett halvautomatiskt läge - sätt bara in borren i spåret med önskad diameter och ställ in vinkeln.
Industriella apparater i hushållsversionen har förenklade analoger med fästning till en elektrisk borr. Med ett brett urval av diametrar kan du skärpa alla borrar för hushållet.
Som en separat typ av instrument för skärpning av ett verktyg isoleras en elektrisk slipare. Denna enhet kallas en universell teknik, eftersom fler manipulationer kan utföras på den. När du borstar på en elektrisk skärpare måste du hålla verktyget ordentligt, eftersom rotationshjulet drar ut det från dina händer och slår vinkeln.
Vad borrar och när skärps

Fjäder och andra träborrar skärps inte på egen hand på grund av att skärdelen är annorlunda än konisk. Pobeditovye-tips för borrning av betong är sällan tråkiga, och vid behov bärs slipning bäst av en professionell. Spiralborrar för metall är vanligare som verktyg, de används ofta för andra ändamål - för plast och trä.
Den skärande delen av vridborrarna är liten, därför uppträder betydande uppvärmning vid borrning av hål i tätt material. Temperaturen minskar materialets styrka och verktyget blir tråkigt. Ofta ligger orsaken till att borren används felaktigt - avvikelser från den initiala vinkeln leder till en ökning av friktionen på ena sidan, vilket skadar skäreggen. Det är möjligt att bestämma när skärdelen har blivit tråkig, enligt ett antal tecken:
- värma upp verktyget utan att röra sig djupare in i materialet;
- chips kommer endast ensidigt;
- istället för spån flyter metalldamm ut ur kanalerna;
- när man borrar hörs en knak.
Det är omöjligt att fortsätta arbeta med ett sådant verktyg, eftersom avstämning av skärdelen bara kommer att fortskrida. Så att kanten inte blir bortskämd när du borstar med dina egna händer, bestäm den initiala vinkeln. För att göra detta, använd en goniometer, och i dess frånvaro, använd verktyget som är till hands, till exempel en gradskiva och en fyrkant. Resultatet detekteras i området från 90 ° (spröda metaller - magnesium, silumin, elektron) till 140 ° (aluminium, trä och plast).
De rekommenderar inte att man ändrar vinkeln, eftersom det finns skillnader i spiralens strukturella egenskaper för olika ändamål.
Allmän klassificering av hushållsslipapparater

Slipmaskiner för hushåll - enkla att använda, eftersom all installation redan är innesluten i ett skal. Måtten på borrarna som kan skärpas och tillämpningsmetoderna beror på de angivna parametrarna. På vissa enheter måste du ställa in den exakta vinkeln, och på andra kan du göra justeringar av spetsens första vinkel, samtidigt som du upprätthåller den inbyggda skärpningen. Allmän klassificering efter maskinverktyg:
- Munstycken - maskiner konstruerade för att fixera på huvudet på en borr eller annan apparat utrustad med en motor. De kan skärpa ett begränsat antal storlekar, beroende på markeringen.
- Enskilda enheter liknar strukturen som munstycken, men de har sin egen motor. På fallet finns det ben för installation av enheten på en arbetsbänk.
- Hemmagjorda mönster med en individuell enhet eller designade för kombinerat arbete med en elektrisk slipare. Det är möjligt att utrusta monteringsdelar på en arbetsbänk eller säng.
Hemgjorda sorter av verktyg för att slipa ett verktyg är mer universella, därför är det att föredra. Slipmekanismer, som kompletterar borren, täcks av ett hölje, så det finns ingen fara för en plötslig gnista. Elektriska apparater för hushållsslipning av skärkant är ofta ett tvärvetenskapligt verktyg, bland vilka syftena finns mekanismer för skärpning av knivar och saxar.
Hemlagad design
Det enklaste verktygsslipverktyget är tillverkat av ett metallrör. Den inre diametern på en sådan del bör matcha borrens ytterdiameter. Själva hylsan måste fixeras på fast basis med beräkningen av vinkeln relativt skärpan. Som bas för sådant hemmagjordt arbete skärs ett träkloss i den vinkel som krävs för att skärpa.
När det är nödvändigt att säkerställa enhetens mångsidighet anskaffar de rör i alla storlekar eller borrar hål i stången enligt diametrarna. Liknande mönster var tidigare vanligt i hemmabruk. Genom att ändra storleken på stången och göra ytterligare stopp kan du få ett pålitligt verktyg för exakt slipning av kanterna på den elektriska skärpan.
Materialet för basen väljs hållbart och inte bräckligt - helt torkat trä passerar inte alltid av sådana egenskaper. Färskt trä rekommenderas inte - efter att materialet har torkat kommer hålen att torka ut och sprickor kommer att dyka upp.
Skärpa på enkla verktyg
Innan du skärper munstycket på en borr hemma med hjälp av en elektrisk slipare och en hemmagjord enhet måste du säkerställa din egen säkerhet. För att göra detta, förbered handskar (grova handskar), skyddsglasögon (ansiktssköld) och en andningsskydd. Detta behov beror på det faktum att när du vrider hård metall på ett hjulhjul, sprids ett stort antal gnistor. Algoritmen för skärpning är följande:
- Bearbetningen av spetsens fallande kanter utförs i en vinkel mot slipskivan. Applicera ett plan flera gånger med en liten tjocklek. Med en stor tjocklek på ledningarna måste du göra det med en svag svängning och reducera den till en konisk form.
- Skäreggen är slipad med lätta rörelser med bladets riktning mot cirkelns rotation.Formen på kanten måste bibehållas enligt originalversionen.
- Hopparen på borrspetsen kan inte slipas, men den bör vara högst 0,4 mm - en ungefärlig parameter för medelstora hushållsverktyg. Det måste slipas om det behövs.
När borren är mindre än 3 mm tjock är skärpningsprocessen något annorlunda - spetsens fallande kant är bara en, så proceduren förenklas. Ett tillvägagångssätt bör inte ta mer än 2-3 sekunder, annars kommer verktyget att överhettas. Detta kommer också att påverka skärpningen negativt - alltför sågade kanter gör verktyget oanvändbart. Om detta är det första försöket att skärpa borran, rekommenderas att du redan använder obrukbara.
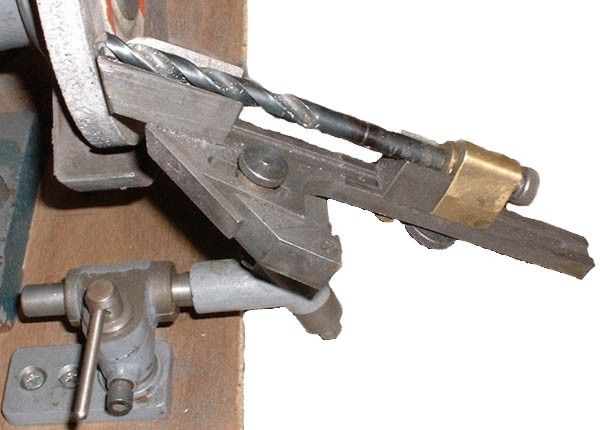
Handhållare
För att skärpa borren kan du använda handhållare. Denna design i sin egen struktur har inga tekniska delar. Borren är fixerad i spåret, och vingarna på sidorna hjälper till att motstå vinkeln relativt ytan på hjulet eller stenen. Det främsta syftet med handhållaren är att skydda dina händer när du skärper ett verktyg. Bland fördelarna är:
- snabb tillgänglighet;
- enhetens lilla storlek;
- användarvänlighet;
- lågt pris.
När du använder en handhållare finns det ett behov att manuellt bibehålla vinkeln. Användningsresultatet skiljer sig lite från skärpning utan fixturer.
Fördelarna med specialiserade enheter

Specialiserade enheter har en design som skiljer sig från hemmagjorda produkter, vilket gör att du kan motstå exakta skärpningsvinklar i automatiskt läge. Borraren måste placeras i hålet med lämplig diameter och enheten slås på. Eftersom verktyget är styvt fixerat i spåret kommer alla skärpningsstunder att vara nära ideala. Men justeringen från sådan utrustning bör inte förväntas.
Efter flera applikationer kommer cirkelplanet inuti enheten inte att vara helt, då kommer det att bli snedvridningar längs skärkanten. Det är inte värt att använda ett verktyg med konstant felsökning för profilborrar, eftersom vinkeln på de fallande ytorna kommer att skilja sig från den allmänt accepterade standarden. I sådana situationer är det bättre att använda ett professionellt verktyg eller kontakta befälhavaren.
Tyngdpunkt för en elektrisk slipare
Tyngdpunkten hänförs till universella hjälpverktyg för elektriska skärare. Den ställs in beroende på önskat läge för att hålla delen eller bibehålla vinkeln när man borstar. Vid de flesta stopp finns markering för att ändra läge relativt slipskivan. En sådan markering gör att du snabbt kan ställa in önskad vinkel och utföra korrekt arbete.
Den största nackdelen med en sådan anordning för skärpning med dina egna händer är behovet av att hålla verktyget med våld. Vissa typer av stopp kan fixeras inte på själva sliparen, utan på arbetsbänken - justeringsgraden utvidgas, så skärpningsförfarandet förenklas. Sådana anordningar är universella och används för alla typer av elektriska vässare.
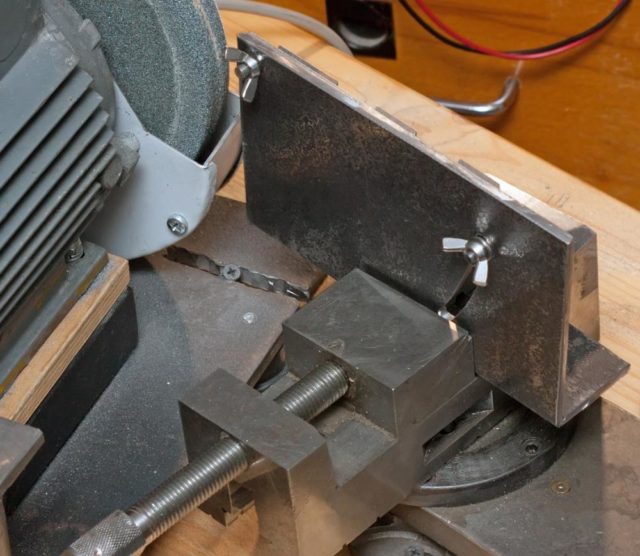
Verktyg för att slipa borr från en mutter

En enkel version av enheten för att exakt bibehålla vinkeln när skärpa kan göras av en mutter. Grunden är den viktigaste strukturella detaljerna. Mutterens form har en exakt hexagon - vinkeln mellan varje par motsvarar standarden för universella borrbitar för metall 120 °. För tillverkning görs snitt mellan motsatta vinklar - designen är enkel, därför krävs inte ritningar. För att förenkla arbetet med enheten ändras det ofta enligt följande:
- muttern för basen väljs större;
- nedskärningar görs efter storleken på den största borrningen;
- en mutter med en mindre diameter svetsas ovanpå snitten;
- hur man fixar en bult med ett lamm.
Det är omöjligt att dra hårt åt hårt - på detta sätt kan du böja eller bryta det skärpta verktyget.
Det är inte svårt att använda en hemmagjord anordning gjord av muttrar - borren är installerad i spåret på motsatta sidor och fixeras genom att lätt utsätta skärdelen.Huvudmutternas plan fungerar som en begränsare. Efter fixering appliceras höger sida på det roterande hjulet. Om fixturen är gjord utan spärr måste du fästa strukturen i en skruvstång och slipa kanten med en fil, stång eller kvarn.
Användningen av emery-cirklar och funktioner efter eget val

För universell användning av elektrisk kraft väljs vita cirklar från elektrokorund med en kornstorlek på 25H. De är lämpliga för primär bearbetning av olika metalldukar och skärpning av hushållsverktyg (knivar, axlar, spade). Om du behöver skärpa borrarna är det bättre att välja ett slipande hjul av kiselkarbid. För initial slipning är kornstorlek 16H lämplig och för efterbehandling av 8H.
När du arbetar med ett slipande hjul ska pauser hållas - 2-3 uppsättningar och kylning. Detta beror på att hårdmetallhjul blir mycket varma under användning. Om du behöver påskynda arbetsprocessen för att kyla borren kan du doppa den i vatten vid rumstemperatur med tillsats av läsk. Planet på disken ska vara plant - om det är snedvridning, styr ytan med hjälp av en elborskärare. Riktningen för rotationsriktning bestämmer effektiviteten för kantslipning. Slipning kommer att vara framgångsrik om slipmedlet går på ett snitt.
Efter avslutad slipning av spetsen utförs finjustering. En sådan procedur är nödvändig för att avlägsna fin grovhet vid kontaktpunkter för verktyget med materialet. Ytan ska vara slät så att borren inte överhettas under drift. För finjustering använder du finkorniga stenar och kretsar. Dessutom kan du gå längs banbrytningen med poleringspasta.
slutsats
Slipningsborrar för metall är inte svårt, för detta tillverkas många enheter i olika riktningar både inom industriell produktion och hemmagjorda apparater. Men när du skärper måste du ta hänsyn till skillnaderna mellan olika verktyg för skärvinkeln. En lika viktig roll spelas av valet av kornstorlek på hjulhjulet - stora värden maler starkt ytan och lämnar ojämnhet, som därefter måste elimineras.



Tyvärr, inga kommentarer än. Var den första!