

En kniv är ett farligt men användbart föremål. Det är omöjligt att göra utan det i köket, på vandring, på jakt, när man arbetar på olika maskiner med skärelement. Varje kniv måste tas om hand så att den inte tappar skärpan. Det är därför det är nödvändigt att ha en tillförlitlig anordning för skärpning av knivar till hands. Masters skärpa dem på en fabriksgjord slipmaskin, men den enklaste enheten kan tillverkas oberoende. Det viktigaste är att känna till detaljerna för skärpning av skärverktyg för att inte misstas i beräkningarna.
innehåll
Grunderna för rätt skärpning

Även hemmafruar har flera knivar för olika ändamål. De skär bröd och bakverk med en enhet, kött med en annan, och skär brosk och ben med en tredje. Det finns jakt- och fiskeknivar. Var och en av dem skiljer sig från den andra i en individuell skärpningsvinkel. Detta koncept definierar syftet med det skärande objektet.
Slipningsvinkeln är synlig om kniven inte hade tid att slipa hemma. Det kan ses när man köper en ny kniv - innan den används aktivt.
Manuell skärpning av skärverktyg är en noggrann uppgift som kräver strikt vidhäftning av vinkeln. Fabriksmaskiner underlättar denna uppgift, men är mycket dyra - från 20 000 rubel och högre. Om du älskar hemmagjorda hemlagade produkter kan du skapa ett verktyg för att skärpa knivar med dina egna händer, och om du behöver ritningar kan du alltid hitta dem på Internet. Det kommer att ta tid, men det kommer inte att kosta så mycket. Det är känt att hemmagjorda enheter inte är värre än fabriken och fungerar under många år.
Begreppet skärpningsvinkel

Dess värde är olika för en eller annan typ av blad. Vinkelstorlekar för olika skärverktyg ser ut så här:
- 8-12 grader för farliga rakknivar;
- 10-15 grader för filéknivar;
- 15-20 grader för hushållsverktyg;
- 20-25 grader för knivar för fiske och jakt. Beroende på jägarens eller fiskarens behov kan vinkeln vara större - upp till 40 grader;
- 30-50 grader för specialblad (till exempel för en machete, som används för att klippa och hugga bambu, vinstockar och trädstammar).
Whetstone och dess funktioner
Processen att slipa knivar är omöjlig utan en slipsten. Liksom emery har den en annan grad av granularitet - fin, medium eller grov. Denna uppdelning är godtycklig för olika länder. En ungefärlig gradering av slipstenen ser ut så här:
- från 200 till 250 - extra grov fraktion, som inte används för skärpning;
- från 300 till 350 är grov. Bladen som är skadade eller mycket trubbiga behandlas med en sådan slipare. Den grova fraktionen används också om du planerar att ändra skärpningsvinkeln;
- från 400 till 500 - i genomsnitt. Det är sällsynt i detaljhandeln eftersom mästare sällan använder det;
- från 600 till 700 är grunt. Det är dessa staplar som är universella och passar de flesta knivar;
- från 1000 till 1200 - extra liten. Med sin hjälp kan du ge bladet samma glans som en spegel.
Det finns whetstone slipare gjorda av diamanter, keramik eller skiffer stenar. De kan vara naturliga eller konstgjorda.Barer av naturligt ursprung sliter snabbare än konstgjorda. Bland dem finns sällsynta små fraktionsprodukter.
Innan användning måste du bearbeta stängerna med vatten. Vid absorption av vätska och skärpning blir slippartiklarna till en tjock pasta. Pastaen bidrar till skärpning av hög kvalitet. För större effektivitet kan tvål blandad med vatten användas.
När du väljer en bar är det nödvändigt att ta hänsyn till dess form och längd. Vässarens längd ska vara längre än bladet. Mest bekvämt att arbeta på en dubbelsidig kvarn, när ett finkornigt slipmedel är på ena sidan av stången och grovkornigt material är på den andra.
Regler för manuella skärpa knivar

Det är omöjligt att klara maskinen utan manuell skärpning. Om du är ny inom den här verksamheten måste du först lära dig att skärpa bladen med en bar. För handslipade knivar är skärkvaliteten inte sämre. Algoritmen för att arbeta med baren ser ut så här:
- lägg stången på en plan yta. Använd en medium eller grov slipsten;
- fixa det så att det under drift inte faller av bordet;
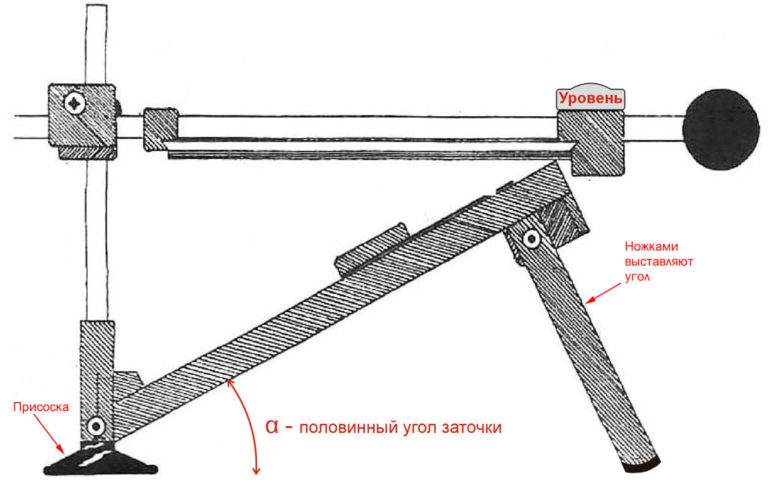
- bestämma skärpningsvinkeln (antalet är lika med hälften av vinkeln som är vald);
- hålla bladet i denna vinkel;
- alla rörelser måste vara konsekventa: tryck inte på sliparen;
- skärpa början i motsatt riktning från dig själv;
- se till att bladet passerar hela stångens område under ett tillvägagångssätt. Detta kan uppnås genom att svänga knivhandtaget försiktigt när bladet närmar sig slipstenens rundade kant;
- Försök hålla bladet på stenens yta efter varje rörelse. Låt inte den falla för att inte trötta kniven och inte skada den från sidan;
- gör alla rörelser fram och tillbaka efter varandra, långsamt.
Under processen, se till förändringar på bladets insida. En stång bör visas på den. Hon ser ut som en tunn kant. Gräset är försiktigt greppad. I det här fallet kan du inte sätta fingret längs bladet. Placera fingret vinkelrätt mot bladets läge på stången: detta hjälper till att undvika skador. Efter att ha hittat kanten börjar du skärpa kniven på andra sidan så att burren går över den och blir mindre.
När du har skärpat, byt den medelstora kornstenen till en finkornig slipare. Detta hjälper till att slipa ut de återstående kanterna och jämna bladets yta. Du kan polera kniven så att den inte lyser sämre än en spegel. För att göra detta, använd en stapel med fin bråk och gör rörelser bara i en riktning, bort från dig.
Göra hemmagjorda enheter
För att arbeta med knivar finns det olika modeller av "anpassa" och fullfjädrade manuella maskiner. Om så önskas kan någon av dessa enheter för skärpa knivar göras med dina egna händer. Ibland hjälper material till hands som återstår efter reparation av huset och reservdelar från gamla apparater. Tack vare fantasi och uppfinningsrikedom gör hantverkare både enkla och komplexa enheter:
- slipare "House";
- elektriska saxar;
- slipare LM;
- manuell enhet från en hörnram och en åsna;
- för hyvlingsknivar;
- för linjär behandling med stång;
- för fogknivar;
- för skärpa isborrblad;
- skärare med hjul.
Vässare "House"
Ett enkelt men effektivt verktyg för skärpning. Du måste ta en liten bar med överytan i en form som liknar ett gaveltak. Varje ansikte ska vara lutande i en vinkel från 20 till 25 grader. Knivbladet är tätt fixerat till "takets" kant, och dess andra sida behandlas med ett block eller cirkel i horisontell riktning. Tack vare takstången förblir lutningsvinkeln alltid oförändrad.
Electric Home Slicer

Om du uppgraderar de kraftverk som du redan har hemma kan du få en förbättrad modifieringsenhet. Med vanlig elektrisk skärpning uppstår problem med enhetligt tryck på bladet. För att säkerställa enhetligt tryck är det nödvändigt att komplettera maskinens konstruktion med en styrmekanism.Du behöver:
- träblock;
- 4 bultar eller lika många skruvar (M8-gänga);
- 4 spännmuttrar;
- stift för att arbeta med trä.
Guiden ska vara mitt emot den elektriska skärpan. En löpare rör sig enhetligt längs den. Fästplats för styrskenor: arbetsbänk eller prefabricerad säng. I sängen för hennes rörlighet klipps ett spår i längdriktningen och stativet fixeras med två tappar. Sidohål borras i två block, sedan sätts en stift i dem och dras åt med spännmuttrar.
Fästdon är fästa på båda sidor om den rörliga vagnen. Vid slipning ställs vagnen i önskad höjd och fixeras med fastspänningsmuttrar. Stativet justeras beroende på skärverktygets storlek, som i processen flyttas längs båda styrningarna.
Vässare LM

Vässaren Lansky Metabo är svår att tillverka. Oftast arbetar professionella slipmaskiner med henne. För att arbeta med ett sådant projekt behövs ritningar. Den är utformad så att skärningsvinkeln kan ändras beroende på skärverktygstyp. Klämmorna är utformade på ett sådant sätt att när du fixar rotens del av bladet i dem kan du uppnå maximal skärpningsvinkel. LM-sliparen används ofta för att skärpa fogknivar och tjockare, och klämmorna är gjorda av block eller metallhörn.
Med självmontering av en sådan design uppstår många svårigheter - på grund av det stora antalet komplexa element.
Handgjord enhet från en hörnram och en åsna
Det är bättre att inte försöka montera en komplex maskin direkt, utan att sluta med ett enkelt verktyg. Med hjälp av improviserade medel kan du skapa en slags vinkelstruktur med ett inbyggt åsna. När du kompletterar enheten med en vagn, finns det inget behov av att ständigt bibehålla skärpningsvinkeln manuellt. För vagnen behöver du en triangulär bar och en magnet som lockar ett metallblad till sig själv.
Slipa hyvlingsknivar
En anordning för att slipa hyvlingsknivar är en sällsynt händelse. Det är nästan omöjligt att köpa en sådan maskin, så hantverkarna engagerar sig i förbättringen av de maskiner som ursprungligen är tillgängliga. För att skapa en "hyvlande" enhet behöver du den vanliga låghastighetssliparen med vattenkylning. Som en slipsten används färskt, oanvänt material med en stor fraktion med en plan yta.
Enhet för linjär bearbetning
En enhet för linjär bearbetning med en bar är en komplex modell av en maskin som en person med erfarenhet av snickeri kan hantera. Behöver ta:
- plywood eller spånskivor belagda med ett laminat;
- en hårnål tillverkad av stål med en "lång" gänga (diameter på tapparna är från 6 till 8 mm);
- textolit- eller ebonitblock (antingen trä, från ek eller bok);
- aluminiumplatta (platttjocklek från 3 till 5 mm);
- fästmutter;
- neodymmagnet.
Maskinens botten är sammansatt av plywood. Vi etablerar en säng på benen. I den nedre delen måste du vrida en lång hårnål, och balansen skärs försiktigt. Vi fixar aluminiumplattan i mitten. En spår bör göras i den, vars diameter motsvarar bulten. Aluminium är en mjuk metall som inte skadar bladet, därför rekommenderas det inte att använda annat material.
Emery eller whetstone måste fästas på maskinen med spaken. Det kan tillverkas av den del av hårnålen som återstår. Enheterna som fixerar stången skärs ut från kretskortet och stoppet fixeras med en mutter. Där handtaget finns är det bättre att springa upp enheten omedelbart. En sådan mekanism underlättar ersättningen av den gamla sliparen med en ny. Efter att ha blockerat blocket på en aluminiumplatta, lim emery eller slipare. Beroende på arbetsytans area kan antalet slipare av olika fraktioner vara från 2 till 3.
Fördelen med denna maskin är dess rörliga fog, som har två frihetsgrader. Det samlas in från två textolitbitar i samma storlek.Den första stången är monterad på en hårnål placerad vertikalt. Detta är nödvändigt för att skapa en horisontell axel när du vrider bladet, och även för att justera spaken. Denna design garanterar alltid rätt slipvinkel.
I den andra textolitstången görs ett hål i horisontell riktning - för spaken. Därefter skruvas det andra blocket på det första, och spaken rör sig fritt vertikalt. Vid skärping klämmes kniven med en platta eller en neodymmagnet används.
Enhet för knivar

Enheten för att skärpa knivarna på skarven är monterad på en vertikal typ av fräsmaskin. Enheten är tillverkad av två plattor. Den första ligger nedan, den andra är ovan. Hållaren i vilken klippverktyget är placerat ligger på toppplattan. För att fästa bottenplattan på fräsmaskinens botten används en klämma och metallhörn.
För hållaren av fogkniven behöver du klämmor och ett metallhörn (50x50 mm). Den skärs med en skärpningsvinkel på 40 grader. Kanten på fogknivarna ska vara starka och kvarnen ska sänkas till ett grunt djup (cirka 10 mikron) för att inte skada det under drift. Den övre plattan på anordningen lyftes med en mekanism, som inkluderar en kil, blyskruv och plattor för stopp. Under handtaget roterar blyskruven och kilen att röra sig: du kan höja topplattan eller sänka den ner.
Hur kan jag skärpa isbrytaren
En enhet för att skärpa knivar på en isborr kan också göras hemma. Det är nödvändigt att ta två remsor av stål, som vardera har följande dimensioner:
- tjocklek - från 3 till 4 mm;
- bredd - från 50 till 60 mm;
- längd - från 160 till 200 mm.
Remsor behövs för att få enheten att fodra. En av dem är böjd i en båge. Detta är nödvändigt för att knivfasarna ska placeras korrekt. De måste vara i samma plan. I detta läge är skärpningsvinkeln för samtliga skärpade knivar densamma. Efter tillverkning av bågen från den andra remsan gör du plattan, som behövs för att fixera skärverktygen.
Nästa, i plattan och i kroppen måste du borra genom hålet. Vi sätter in bultar med en M12- eller M14-gänga i varje hål. Med en bult och mutter fixerar vi plattan på kroppen. Nu måste vi försöka klämma fast knivarna mellan kroppen och plattan och kontrollera deras passform. Bladens kontakt med ändytan måste vara exakt och tät. Om avfasningarna inte är tillräckligt hårda mot den slipande "sliparen", kommer skärpningsvinkeln att vara felaktig. För att korrigera det "kroppsbågen" justeras, böjer den något i önskad riktning. Om allt görs på rätt sätt måste du ta isär strukturen och svetsa två förstyvningar (en på varje sida) till bågen.
Slipningsknivar för isborr görs bäst på ett slipande hjul som roterar i horisontell riktning. När knivarna är fuktade med vatten kommer vätskan i detta läge att stanna längre i en cirkel. Denna teknik hjälper till att underhålla slipskivan och hjälper till att kyla stålbladen.
Isborrsliparen är klar. För att undvika överhettning av metallen under drift är det nödvändigt att sänka knivarna oftare i vattnet.
Hjularmatur

En enkel hjulanordning är en struktur som består av en fast stång och en vagn med hjul. Under skärpningen rör sig kniven manuellt och knivvinkeln bestäms av höjden vid vilken blocket är beläget i förhållande till arbetsplattformen. Ett blad placeras på plattformen och fixeras. Enheten på hjul används endast på en plan yta.
Eftersom vi talar om den enklaste enheten kan skärpningsvinkeln under drift variera något. Enheten är utformad för att arbeta med hushållsköksknivar, så att vinkeländring i detta fall inte är dödlig. Om du förbättrar designen med två eller tre hållare blir vinkeln nästan perfekt.
Med hjälp av enkla element av trä och metall kan du göra valfri enhet för att slipa köksknivar. Oftast behöver du inte utforma komplexa maskiner för inhemska behov, men om du har en färdigt fräsmaskin till hands kan hantverkare anpassa den till att fungera med mer komplexa skärverktyg.



Tyvärr, inga kommentarer än. Var den första!