
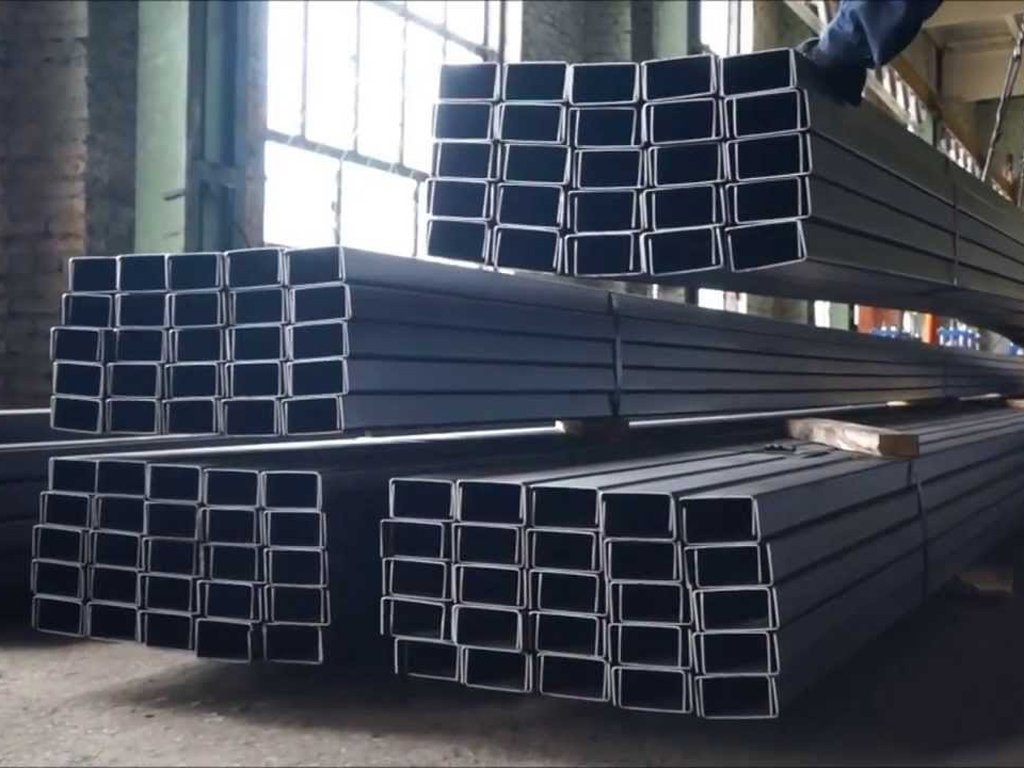

Canalul clasic este un profil în formă de U care poate rezista la sarcini destul de mari și, în același timp, are o greutate redusă. Caracteristicile sale structurale sunt mai mari decât cele ale unui profil dreptunghiular convențional, iar alte avantaje sunt destul de evidente. Un canal îndoit este o variantă a versiunii clasice, care este de asemenea utilizat pentru a crea structuri metalice. Principala diferență între acest produs și laminatul la cald este că există un colț exterior rotunjit.
conținut
Domeniul de aplicare a unui canal îndoit
În construcții, astfel de produse sunt adesea utilizate, deoarece oferă un câștig semnificativ în costul construcției. În medie, utilizarea unor astfel de structuri metalice asigură până la 20% din economiile metalelor. De asemenea, trebuie spus că masa viitoarei structuri va fi mai mică decât atunci când se utilizează alte elemente structurale, iar fiabilitatea va rămâne la fel de mare.

Greutatea unui canal îndoit depinde de dimensiunea acestuia. De obicei se utilizează o valoare teoretică, care este calculată cu o anumită eroare. De exemplu, greutatea unui metru este de aproximativ 1 kg (1,03) pentru un produs având h: b: s 32: 20: 2, iar cu un raport de 120: 70: 4 este mai mare de 8 kg (8,32).
Principalele zone în care se utilizează un canal îndoit este cadrul de placare pentru pereții interni sau externi. De asemenea, este potrivit pentru crearea de partiții, rafturi sau alte structuri de depozitare.
Producția unui canal îndoit
Canalul de acest tip este fabricat în conformitate cu GOST. Poate fi cu rafturi egale, a căror producție este reglementată de GOST 8278, și cu raft inegal - GOST 8281. În general, producția de profile de oțel îndoite ar trebui să fie luată în considerare GOST 11475. Acest standard se aplică profilelor îndoite din oțel de diferite forme, care sunt produse pe mașini speciale cu folosind semifabricate:
- Laminate la cald. Tehnologia de laminare la cald implică schimbarea rețelei de cristal de oțel. Această metodă de producție s-a dovedit singură pentru fabricarea grinzilor, canalelor și a altor forme simple.
- Laminate la rece. Canalul de oțel îndoit se obține și din produse laminate la rece. Această metodă de producție vă permite să creați produse care au o rezistență crescută (20%) la deformare. Această tehnologie necesită o muncă la o temperatură relativ scăzută, astfel încât grilajul de oțel de cristal nu se schimbă.
- Scăzut aliat. Acești oțeluri au aditivi speciali de aliere care le îmbunătățesc performanța. Evident, costul acestor produse va fi mai mare decât în primele două cazuri, cu toate acestea, fiabilitatea va crește.
Trebuie să spun că astfel de profiluri, indiferent de tipul materiei prime, pot fi montate în două moduri. Prima opțiune implică utilizarea unei conexiuni cu șuruburi, iar a doua - o sudură.

Profilele sunt produse pe unități speciale, astfel încât din momentul sosirii materiilor prime în atelier, până la primirea produsului finit, trece prin mai multe etape. Tehnologia lucrării depinde de metoda aleasă de profilare. Dacă se realizează continuu, atunci tăierea se face chiar de către unitate, după ce un model de o anumită lungime este modelat. O alternativă la această opțiune este profilarea pieselor. Ea presupune tăierea prealabilă a piesei de prelucrat, după care acestea sunt trimise unității, ceea ce face un canal îndoit.
Profilurile sunt produse pe mașină, prin urmare, o scădere a calității produselor este posibilă numai dacă calibrarea rulourilor nu a fost efectuată corect. Principalele defecte ale produsului finit sunt semiluna, care este o curbură în plan orizontal, elicoidală, ondulare, îndoire și denaturarea formei.
Specificații de producție
Prin producerea de profiluri îndoite, este permis să se utilizeze numai oțel de anumite grade. Pe suprafața produselor nu trebuie să existe fisuri, chiuvete, scara laminată, diferite impurități și umflături. Conform standardului 11474, sunt permise lovituri individuale, riscuri, amprente sau bule rulate care nu vor împiedica detectarea defectelor.
De fapt, un canal îndoit nu are atât de multe diferențe față de standard, dar chiar și un laic poate distinge două tipuri de produse.
Marginile și capetele pieselor de prelucrat nu ar trebui să aibă nițe, delaminări sau margini strânse. Într-o cantitate mică, nicks-urile și coborâtoarele sunt acceptabile dacă nu afișează dimensiunile produsului ca fiind nominale. Prezența fisurilor este inacceptabilă pentru primul grup în calitate, dar pentru a doua pot avea o lungime de până la 10 mm la cot pentru un profil de 2 mm grosime. Dacă acest parametru este cuprins între 2..5 mm, atunci lungimea poate fi deja de 15 mm, iar pentru grosimi mai mari de 5 mm - 20 mm și mai sus.
Canalul îndoit GOST 8278 83
Acest standard reglementează fabricarea de oțel îndoit egal. Se aplică tuturor produselor de acest tip, obținute cu ajutorul unor mori de formare a rulourilor folosind panouri din oțel laminat la cald sau laminat la rece, precum și cu conținut scăzut de carbon sau aliaj redus. În timpul procesului de fabricație, trebuie respectate anumite cerințe, de exemplu, abaterile limită.
Conform standardului 8278, acestea sunt selectate ținând cont de doi parametri: exactitatea profilării produsului și înălțimea peretelui său. Când peretele profilului este mai mic de 50 mm, este permisă o abatere de 0,75 mm pentru o clasă de precizie ridicată. Pentru o precizie sporită - 1 mm și pentru 1 mm normal. În 50..100 mm, abaterile arată: 1,25, 1,3, 1,5 pentru cele trei clase de precizie, respectiv. În intervalul de la 100 la 150 mm, cu o precizie de profilare mare (și crescută) și grosimea peretelui mai mare de 2,5 mm, este posibilă o abatere de 1,5 mm, iar pentru una normală - 2 mm.
Aici oferim doar o parte din cerințe, omitând cea mai mare parte a informațiilor statistice conținute în tabelele date în GOST. Pentru a-l studia, vă puteți referi la sursa, dar în majoritatea cazurilor au nevoie doar de specialiști înguste.
Abaterile de la un unghi de 90 de grade nu trebuie să depășească 1 grad 30 minute pentru o lățime a raftului mai mică de 10 cm și 1 grad pentru dimensiuni mari. În caz contrar, canalul, sarcina pe care va fi destul de mare, s-ar putea să nu-i facă față și va provoca deteriorarea sau prăbușirea structurilor.
Conform standardului 8287, lungimea profilului îndoit poate fi selectată în intervalul de la 3 până la 11,8 m. Dacă se utilizează lungimi nemăsurate, acestea nu pot depăși 7% din greutatea lotului. De asemenea, este permis să producă lungimi care sunt multipli dimensionali. Mărimea abaterilor maxime ale lungimii este selectată în funcție de lungime. Pentru produsele de 6 metri, precizia de tăiere poate fi de +40 mm, iar pentru lungimi peste 7 m: 40 mm + (5 mm * număr_metri).
Canalul îndoit GOST 8281 80

Standardul guvernează profilul inegal. Conform acestui document, canalul poate fi realizat din fierbere carbon sau oțel semi-liniștit având o rezistență temporară la tracțiune mai mare de 460 de unități. De asemenea, este permis să se producă din carbon calm și din aliaje scăzute, având aceeași rezistență la tracțiune.
Abaterea în grosime nu se aplică locului de îndoire, iar abaterile maxime de la 90 de grade sunt selectate în funcție de lățimea raftului și vin în trei categorii: până la 100 mm, peste 100 mm, precizie ridicată. Un canal inegal îndoit poate fi de la 4 la 11,8 m. Regulile de bază în acest caz sunt aceleași ca și pentru profilurile cu rafturi egale.
Rezumând, observăm că mai sus am examinat principalele tipuri de canale îndoite, am vorbit despre utilizarea, producția și standardele acestora, al căror efect se aplică acestor produse.



Din păcate, niciun comentariu încă. Fii primul!